

Diese gusseiserne Grundschienenkonstruktion (einschließlich gusseiserner T-Nuten und gusseiserner Führungsschienen) ist speziell für die lineare Bewegung schwerer Geräte, die Positionierung von Bodenreferenzpunkten, die Inspektion großer Werkstücke sowie die Integration in Produktionslinien konzipiert. Mit dem Kernprinzip “hochsteifes Gusseisenmaterial + präzise Linearbearbeitung + bodenanpassungsfähige Struktur” überwindet sie die drei Hauptprobleme herkömmlicher Grundschienen: “unzureichende Tragfähigkeit mit leichter Verformung, geringe Spaltgenauigkeit sowie Schwierigkeiten beim Nivellieren während der Bodenmontage”.
Hochwertige Materialien werden sorgfältig ausgewählt, darunter hochfestes Grauguss HT300/HT350 sowie duktiler Gusseisen QT500-7. Durch präzise Bearbeitung mittels “CNC-Drehmaschinen + Fräsmaschinen” erreicht die Geradheit einer einzelnen Grundschiene ≤0,005 mm/m, der Spaltfehler beträgt ≤0,008 mm/m, und die Tragfähigkeit einer einzelnen Schiene liegt bei 10–50 Tonnen. Sie eignet sich für Anwendungen wie die lineare Bewegung schwerer Werkzeugmaschinen, die Installationsreferenz von Walzwerksanlagen sowie für Schwerlasttransportbahnen in der Logistik.
Sie findet Anwendung in Branchen wie der Schwerindustrie, Metallurgie, Luft- und Raumfahrt sowie im Hafenlogistikbereich. Sie trägt dazu bei, die Genauigkeit der linearen Bewegung von Anlagen um 30% zu verbessern, den Kalibrierzyklus der Bodenreferenzpunkte um das Doppelte zu verlängern und die Installationskosten für Grundschienen um 25% zu senken.
◦ Grauguss HT300/HT350: Das Standardmaterial für konventionelle Grundschienen. Es weist eine Zugfestigkeit von ≥300 MPa (für HT300) bzw. ≥350 MPa (für HT350) sowie eine Härte von 180–240 HB auf. Die optimierte Verteilung des Lamellengraphits erhöht die Stoßdämpfung (der Stoßdämpfungskoeffizient beträgt das 3–4-fache von Stahl), wodurch Stöße und Vibrationen, die durch die Bewegung schwerer Geräte (z. B. 30-Tonnen-Schiebetische) entstehen, absorbiert werden können und lokale Spannungskonzentrationen, die zu Rissen führen könnten, vermieden werden. Geeignet für Situationen mit einer Einzeltragfähigkeit von ≤30 Tonnen und ohne starke Stoßbelastungen in der Umgebung (z. B. Werkzeugmaschinen‑Linearführungsschienen und Inspektionsreferenzschienen).
◦ Duktiler Gusseisen QT500-7: Ein Spezialwerkstoff für stark beanspruchte Einsatzbereiche. Er besitzt eine Zugfestigkeit von ≥500 MPa und eine Dehnung von ≥7%. Seine Zähigkeit ist 2–3-mal höher als die von Grauguss und hält Stoßbelastungen schwerer Geräte bis zu 50 Tonnen stand (z. B. Walzwerke und Kräne). Die Verschleißfestigkeit der Schienenoberfläche wird um 50% erhöht. Geeignet für hochbelastete und stark verschleißende Anwendungen wie Hafenlogistik und metallurgische Walzwerke.
◦ Lineare Guss- und Alterungsverfahren: Es wird das Verfahren “Harzsandformung + kontinuierliches Gießen” angewendet, um eine gleichmäßige lineare Struktur der Grundschienen sicherzustellen (keine lokalen Schrumpf- oder Lufthohlräume; Defektrate ≤0,5%). Nach 60–90 Tagen natürlicher Alterung sowie zwei künstlichen Alterungsbehandlungen (bei 550–600 °C für jeweils 6 Stunden) werden über 99% an inneren Spannungen abgebaut, wodurch ein lineares Verbiegen der Grundschienen infolge von Spannungsabbau bei langfristiger Nutzung vermieden wird (lineare Verformung ≤0,01 mm/m innerhalb von 10 Jahren).
Die Oberfläche der Grundschienen unterliegt einem vierstufigen Bearbeitungsprozess: “Rohfräsen – Halbfertigfräsen – Endfräsen – Schleifen”. Nach dem Endfräsen beträgt die Geradheit der Schienenarbeitsflächen (z. B. Oberseite und Seitenflächen) ≤0,005 mm/m, und die Oberflächenrauheit liegt bei Ra≤1,6 μm. Für hochpräzise Anwendungen (z. B. Werkzeugmaschinen‑Linearführungsschienen) erfolgt zusätzlich eine Abschreckbehandlung der Schienenoberfläche (Härte erhöht sich auf 50–55 HRC), wodurch die Verschleißfestigkeit verdoppelt wird. Nach langfristigem Einsatz (≥100.000 Maschinenbewegungen) beträgt der Verschleiß der Schienenoberfläche ≤0,002 mm, sodass häufiges Nachschleifen nicht erforderlich ist.
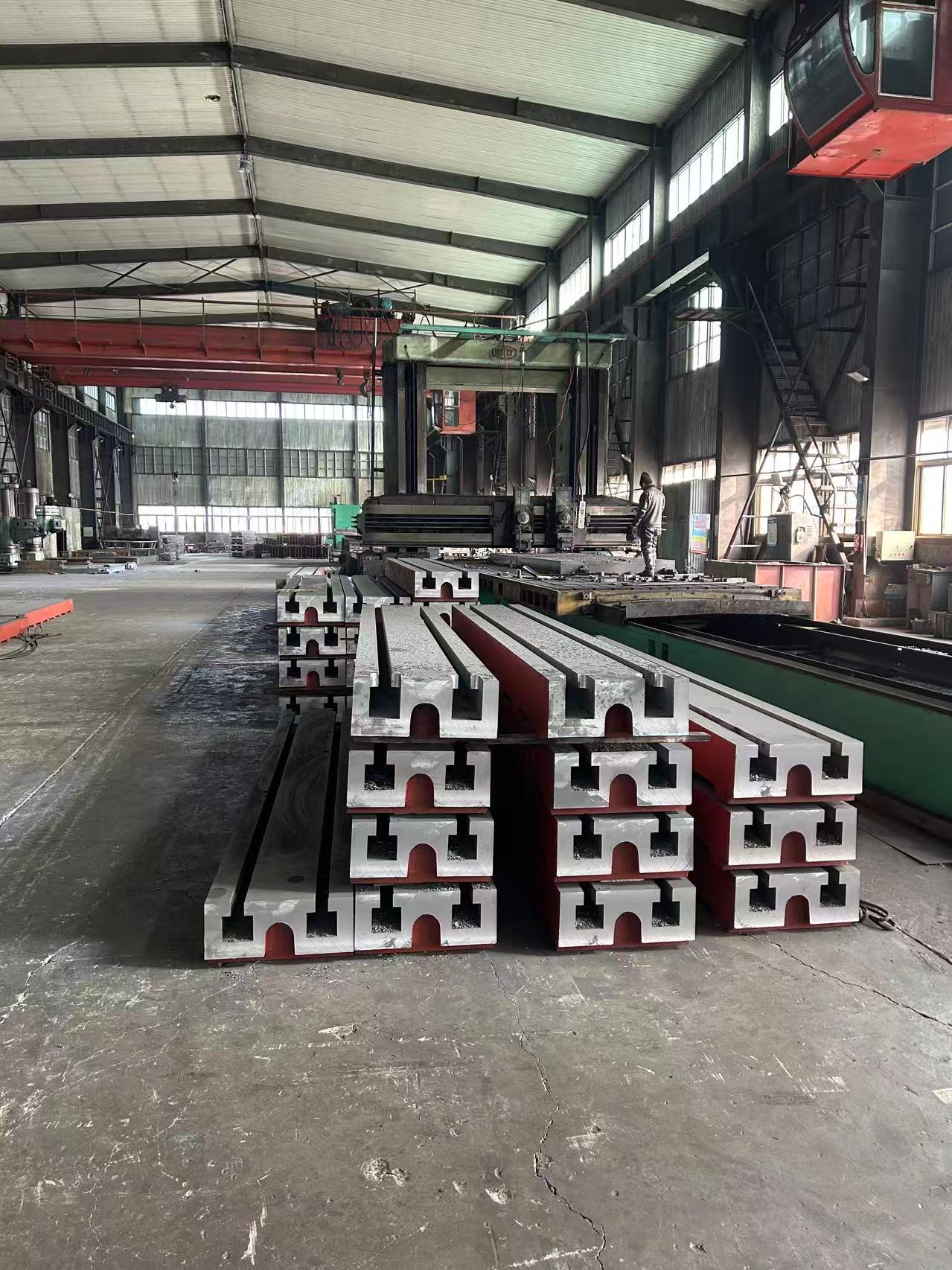
Exklusive Querschnittsformen sind für unterschiedliche Anwendungsszenarien konzipiert, um die gängigen Anforderungen abzudecken:
◦ Rechteckige Bodenschienen: Die Oberseite bildet eine ebene Tragfläche (Breite 50–200 mm), geeignet für die feste Montage schwerer Geräte (wie Walzwerksbasen und große Prüfmaschinen). Nach der Bodenmontage beträgt die Ebenheit ≤0,01 mm/m und dient als lineare Bezugsfläche des Geräts.
◦ T-Nut-Gusseisenschiene: Die Seitenfläche ist mit T-Nuten versehen (Nutbreite 20–50 mm, Toleranz H8), die mittels T-Schrauben den Gleittisch des Geräts fixieren können. Sie eignet sich für lineare Bewegungen von Geräten (z. B. Schiebetischen schwerer Werkzeugmaschinen sowie Logistiktransportwagen), wobei die Bewegungsgenauigkeit des Gleittisches ≤0,008 mm/m beträgt.
◦ Rillenführungsschiene: Der Querschnitt ist U-förmig (Rillentiefe 30–100 mm) und verfügt über integrierte verschleißarme Gleitlager. Sie ist besonders für staubige Umgebungen geeignet (z. B. metallurgische Werkstätten). Der Passungsspalt zwischen Gleitlager und Schiene beträgt ≤0,003 mm, wodurch verhindert wird, dass Staub die Bewegungsgenauigkeit beeinträchtigt.
Die übliche Länge einer einzelnen Bodenschiene beträgt 1–6 m (maximale kundenspezifische Länge 8 m). Für ultralange lineare Anforderungen (z. B. 20-m‑Produktionslinien-Schienen) kommt die Spalttechnik “Spigot-Positionierung + hochfestes Bolzenbefestigung” zum Einsatz: An den Spaltflächen werden Spigots bearbeitet (Toleranz H7/h6), sodass die vertikale und horizontale Fehlstellung ≤0,005 mm beträgt; zudem werden M20–M30-Hochfestkeile (Zugfestigkeit ≥Klasse 10.9) eingesetzt, wodurch die Gesamtgeradheit nach dem Spalten ≤0,01 mm/m liegt (bei einer Gesamtlänge von 20 m beträgt die Geradheit ≤0,2 mm), was das Problem der “unbeherrschten Genauigkeit” bei herkömmlichen Schienenverbindungen löst.
Am unteren Ende der Bodenschiene sind Justierlöcher vorgesehen (Abstand 500–1000 mm, Lochdurchmesser 16–24 mm), kombiniert mit gusseisernen Justierunterlagen (Justierbereich 0–15 mm, horizontale Genauigkeit ±0,001 mm/m), um die horizontale Nivellierung einer einzelnen Bodenschiene zu ermöglichen. Unterstützt werden zwei Montagemethoden: “Eingebettete Installation” (die Bodenschiene wird in den Bodenbeton eingelassen, um die Stabilität zu erhöhen) sowie “Bodenfixierung” (mit Expansionsbolzen befestigt, leicht nachträglich justierbar), passend für unterschiedliche Bodenfestigkeiten (Betonfestigkeit ≥C30 erfüllt die Installationsanforderungen).
Die Oberfläche der Bodenschiene erhält eine dreischichtige Korrosionsschutzbehandlung aus “Sandstrahlen zur Entrostung + Epoxidgrundierung + chloriertem Gummioberlack”, die einen Salzsprühnebeltest von mindestens 480 Stunden bestehen kann und sich an raue Umgebungen wie hohe Luftfeuchtigkeit (relative Luftfeuchtigkeit ≤95 %), Staub (z. B. metallurgische Werkstätten) sowie die Erosion durch Schneidflüssigkeit (Werkzeugmaschinenszenarien) anpasst. Für Hochtemperaturszenarien (z. B. in der Nähe von Walzwerken, Temperatur ≤150 °C) können hochtemperaturbeständige Beschichtungen (Temperaturbeständigkeit ≤300 °C) individuell angefertigt werden, um ein Ablösen der Beschichtung und damit verbundene Genauigkeitsprobleme zu vermeiden.
◦ Schmiermittelschnittstelle: An der Seite der Schiene ist ein Schmierölkreislauf (Lochdurchmesser 6–10 mm) vorgesehen, der an ein automatisches Schmiersystem angeschlossen werden kann, um regelmäßig Öl auf die Kontaktflächen zwischen Schiene und Gleitlager zu sprühen und so den Verschleiß zu reduzieren (Schmierintervall auf einmal pro Monat verlängert).
◦ Staubschutz: Angepasst an Stahlplatten-/Orgeltyp-Staubschutzabdeckungen (Länge 1–6 m, zuschaltbar), die die Arbeitsfläche der Schiene abdecken, um zu verhindern, dass sich Staub und Eisenspäne ansammeln und die Bewegungsgenauigkeit beeinträchtigen; die Staubschutzeffizienz beträgt ≥98%.
◦ Detektionsschnittstelle: Auf der Schienenfläche sind Laserinterferometer-Kalibrierungsreferenzpunkte (Abstand 1 m, Genauigkeit ±0,0005 mm) vorgesehen, was eine regelmäßige Überprüfung der linearen Genauigkeit ohne Demontage der Anlage erleichtert und die Kalibrierungseffizienz um 60% erhöht.
◦ Lineare Führungsschienen für Schwerlast-Werkzeugmaschinen: Hergestellt aus HT350-Material, T-förmiger Querschnitt (Schlitzbreite 30 mm), Länge 6 m, Geradheit ≤0,005 mm/m; geeignet für Schiebetische von Werkzeugmaschinen bis 20 Tonnen. Die Bewegungsgenauigkeit des Schiebetisches beträgt ≤0,008 mm/m, und der Rundlauffehler bei der Bearbeitung großer Werkstücke (z. B. Windkraftflansche) wird um 25% reduziert.
◦ Installations-Referenzschienen für Walzanlagen: Hergestellt aus QT500-7-Material, rechteckiger Querschnitt (Breite 150 mm), Länge 4 m, Tragfähigkeit ≤50 Tonnen, Ebenheit nach der Installation ≤0,01 mm/m. Als lineare Referenz für das Walzwerkgehäuse dienen sie dazu, die Dickenabweichung beim Walzen von Stahl von ±0,1 mm auf ±0,03 mm zu senken.
◦ Schwerlast-Logistikschienen für Häfen: Hergestellt aus HT300-Material, gerillter Querschnitt (Rillentiefe 80 mm), Länge 3 m, mit einer Gesamtgeradheit von ≤0,2 mm nach dem Zusammensetzen zu 20 m. Geeignet für Container-Umschlagwagen-Schienen bis 30 Tonnen; die Fahrgeschwindigkeit des Wagens beträgt ≤0,5 m/s, und das Betriebsgeräusch wird auf unter 70 dB gesenkt.
| Komponentenkategorie | Kernparameter und Konfiguration (verbesserte lineare Eigenschaften) |
| Guss-Eisen-Boden-Schienenkörper | Material: Grauguss HT300/HT350, Sphäroguss QT500-7; Querschnittsart: Rechteckig (Breite 50–200 mm), T-förmig (Schlitzbreite 20–50 mm), gerillt (Rillentiefe 30–100 mm); Präzision: Geradheit ≤0,005 mm/m, Oberflächenrauheit Ra≤1,6 μm (Ra≤0,8 μm nach dem Abschrecken); Abmessungen: Einzelne Länge 1–6 m (anpassbar bis 8 m), Höhe 50–150 mm, Einzelgewicht 50–500 kg; Tragfähigkeit: 10–50 Tonnen/Schiene (HT300 ≤30 Tonnen, QT500-7 ≤50 Tonnen). |
| Zusatzkomponenten | Gusseisen-Einstellunterlagen (Einstellbereich 0–15 mm, horizontale Genauigkeit ±0,001 mm/m, Tragfähigkeit ≤10 Tonnen/Stück); Hochfesten Verbindungsschrauben (M20–M30, Klasse 10.9, geeignet für mehrteilige Verbindungen); Staubschutzabdeckungen (Stahlplatte/Orgeltyp, Länge 1–6 m, Staubschutzeffizienz ≥98%); Automatische Schmierstellen (angepasst an Schmierölkreisläufe, Anschluss G1/4). |
| Montagezubehör | Dehnungsschrauben (M16–M24, zur Bodenbefestigung); eingebettete Stahlplatten (Dicke 10–20 mm, zur Verbesserung der Bodenhaftung); Laser-Kalibrierungsziele (angepasst an Laserinterferometer, Genauigkeit ±0,0005 mm). |
◦ Querschnittsanpassung: Rechteckig (Breite 50–200 mm), T‑förmig (Schlitzbreite 20–50 mm), gerillt (Rillentiefe 30–100 mm); spezielle Querschnitte können gemäß den Anlagendaten entworfen werden;
◦ Länge und Präzision: Einzelne Längen von 1–8 m; konventionelle Präzision (Geradheit ≤0,008 mm/m), Präzisionsklasse (≤0,005 mm/m), Ultra‑Präzisionsklasse (≤0,003 mm/m, erfordert Schleifbearbeitung).
◦ Materialauswahl: HT300 für konventionelle Anwendungen, HT350 für hochpräzise Anwendungen, QT500–7 für stark beanspruchte Anwendungen;
◦ Prozessverbesserungen: Oberflächenhärtung der Schienen (Härte 50–55 HRC, für stark verschleißbelastete Anwendungen), ultralange Alterungsbehandlung (90 Tage, für hochpräzise Anwendungen), hochtemperaturbeständige Beschichtungen (bis 300 °C, für Hochtemperaturumgebungen).
◦ After‑Sales‑Garantie: 1‑jährige kostenlose Garantie (einschließlich Reparatur von Schienenverschleiß), lebenslange technische Unterstützung sowie regelmäßige (alle 1–2 Jahre) Vor-Ort‑Messungen der linearen Genauigkeit und Wartung;
◦ Chargenservice: Für Chargenaufträge (≥20 Schienen) werden exklusive Produktionslinien bereitgestellt, um den Lieferzyklus zu verkürzen (50–60 Tage bei herkömmlichen Aufträgen, 45–50 Tage bei Eilaufträgen).
